Air Knife Systems


Air Knife Systems for Efficient Drying and Blow-Off Applications
Complete air knife systems combine air knives, blowers, and engineered components into fully integrated drying and blow-off solutions for industrial applications. These systems are designed for high-performance environments where precision airflow, energy efficiency, and consistent results are critical.
Sonic Air Systems designs and manufactures turnkey air knife systems for applications including drying, rinsing, cooling, and surface cleaning across a wide range of industries.
Looking for standalone air knives or individual components? Explore our full air knife category to view all available air knife products.
Achieve Superior Performance and Optimized Production with Sonic Air Knife Drying Systems
Industrial air knife systems are specialized tools that use high-velocity, focused air streams for cleaning, drying, heating, or cooling products and surfaces in industrial processes. The system works by forcing pressurized air through precision slots or nozzles, creating a powerful, uniform sheet of air that precisely targets the surface areas. This airflow effectively removes moisture, contaminants, cold or heat from the products or materials being processed.
Sonic’s high-velocity air knife systems are used across many industries, such as food, beverage, automotive, electronics, and steel rolling mills. In the food industry, they are crucial for drying and cleaning products during production, ensuring hygiene and package quality. In automotive manufacturing, they remove excess water or debris from vehicle parts, while in electronics, they completely dry P.C. boards prior to testing. Their ability to improve production processes and reduce waste makes Sonic Air Knife Systems indispensable in numerous industrial settings.
.jpg)
Complete Air Knife System Configurations
Explore our range of engineered air knife systems designed for specific industrial applications, including drying, rinsing, and material handling.


.avif)


Diverse Applications of Our Air Knife Systems
The versatility of an air knife system makes it an essential tool in a wide range of industries. Sonic designs and guarantees each installation to meet the unique requirements of the production line, providing consistent results across many processes. From lightweight packaging materials to heavy industrial components, these systems provide dependable airflow for critical production needs.
.avif)
Drying
Remove water from bottles, cans, trays, and food products prior to packaging.

Cooling
Provide controlled airflow to cool products or surfaces after heating processes.

Dust and Static Elimination
Clear fine particles from surfaces in electronics, plastics, and medical device manufacturing.

Conveyors and Automation
Integrate into production lines to remove debris or moisture without slowing throughput.
Food and Beverage Applications
Ensure sanitary drying for packaging and labeling.

Automotive industry applications
Remove water, oils, or residues from parts during assembly and finishing.
Why Choose Sonic Air Knife Drying Systems?
Sonic Air is recognized worldwide for precision-engineered air solutions that deliver measurable results. Our approach to air knife systems combines advanced engineering with proven expertise, giving manufacturers confidence in performance and long-term value.
- Performance guarantee: Every Sonic designed system is backed by a money-back guarantee to deliver the results as quoted.
- Energy savings: Blower-driven air reduces electricity costs by up to 75% compared to compressed air and electric heated blowers.
- Application knowledge: Decades of experience across all industries allow us to design systems tailored to real-world production challenges.
- System design expertise: Each air knife system is engineered for line speed, product dimensions, and process requirements. Full integration of CAD Engineering included.
- Testing facilities: Products can be evaluated in Sonic’s applications lab, with test results provided before purchase.
- Engineering support: Our in-house team provides consultation and ongoing technical assistance throughout the project.
- Air cost analysis: Detailed assessments demonstrate ROI and long-term savings for each installation.
- Efficiency and reliability: Sonic systems are built for 24/7 operation, ensuring consistent performance in demanding environments.

Revolutionary Air Knife Technology for Optimal Performance
FEATURES
- Versatile Functionality: Air knife systems designed for various applications, including drying, cleaning, heating, and cooling, to streamline multiple industrial processes with one system.
- Energy Efficiency: Advanced design and engineering reduce energy usage, providing long-term cost savings while maintaining peak performance.
- Flexible Integration: Easily integrates into existing production lines and enhances overall system performance without requiring significant operational changes.
- Precision-Engineered Industrial Air Knife Systems: Manufactured to exacting tolerances, ensuring consistent and uniform airflow for optimal performance.
BENEFITS
- Increased Production Speeds and Throughput: High-velocity airflow efficiently dries, cleans, heats, and cools products, which allows for faster turnaround times and higher production volumes.
- Reduced Downtime: Durability and easy maintenance reduce the frequency of repairs and system downtime, keeping production lines running smoothly.
- Improved Product Quality and Consistency: Precise airflow ensures uniform coverage and improves product quality and consistency with fewer defects or inconsistencies.
- Cost-Effective Operations: By reducing energy use without compromising performance, our systems ensure long-term savings as they lower energy bills and overall operating expenses.
Frequently Asked Questions
Even when the buyer has selected the air knife and blower specifications based on past experience, it is still recommended that Sonic reviews the application and agrees with the buyer’s selections. Getting a Sonic air knife system written quotation with the system performance guarantee assures the buyer gets properly sized equipment for the intended objective.
There are many factors in determining an effective and efficient air knife system, which include but are not limited to:
- Is the air knife system designed for a location’s temperature range and altitude?
- List the minimum to maximum ambient air temperature for the blower and the minimum to maximum discharge air knife temperature.
- Which accessory items have been quoted, and are there others that the customer may require?
- Are the construction materials for the air knife system compatible with the application?
- Is the air knife zone an open area, or is it enclosed for control and containment of the blow-off process?
- What are the installation electrical supply details and motor control specs?
- Will the customer need to supply cooling water for a hot air or cold air knife system?
Adding hot air is a common request, but knowing what air temperature is truly required for the air knife application is the first question. Only a small percentage of applications need heat to supplement high-velocity air knives.
For the vast majority of continuous sheet and web coating drying applications, where 150°F-275°F IR or UV heater panels have been the standard for flash drying of water-based coatings, Sonic Air Systems’ patented “heater-less” hot air blower air knife technology is a proven game changer. In virtually every coating drying application, Sonic’s drying zone is less than 12” long; the air knife temps are 50-75% lower than heater panels, the total blower drying energy is 50% less, and most installations are simpler and lower cost.
The use of in-line electric closed coil tube heaters, powered air knife systems, plus large 3-phase heater control panels is commonly used, particularly when hot air knife systems must melt or keep in a semi-molten state polymers and metalized coatings requiring 275F-1000°F temps. Sonic hot air knife technology cannot generate tube heater temperatures, but there are many other applications where the > 275°F temperatures are simply not necessary. Our hot air knives routinely produce equal or better drying results at much lower temperatures than many customers request, requiring up to 50% less energy with lower equipment and installation costs, while being an intrinsically safer system.
An in-line chilled water-to-air heat exchanger is best.
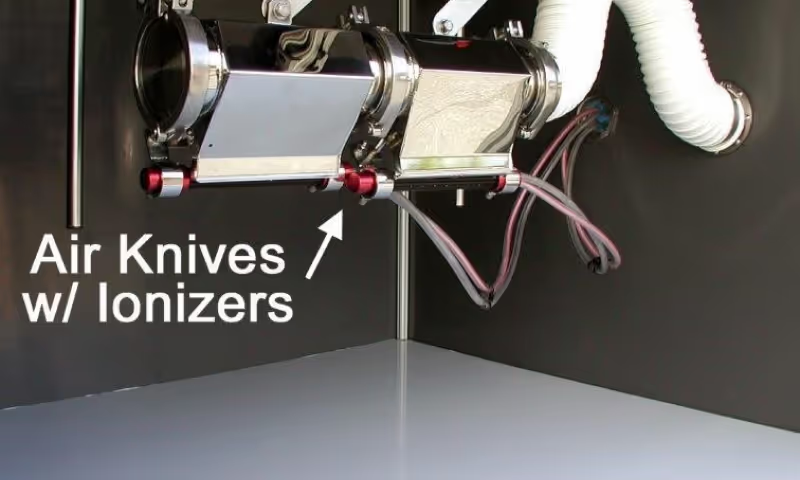
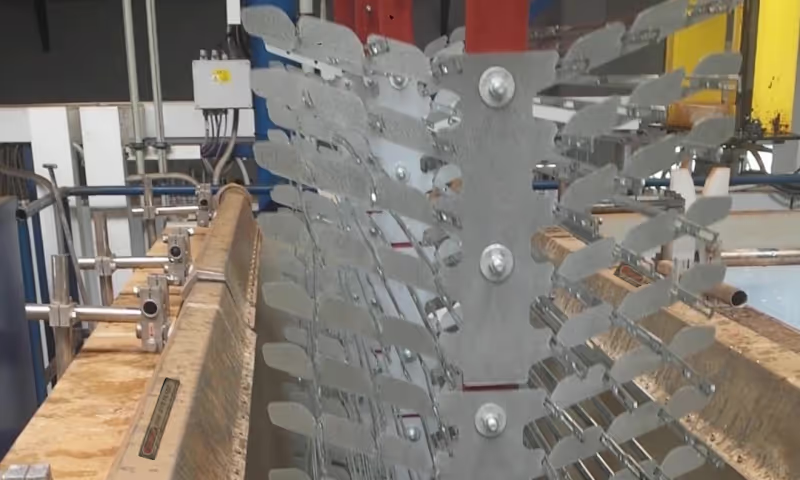
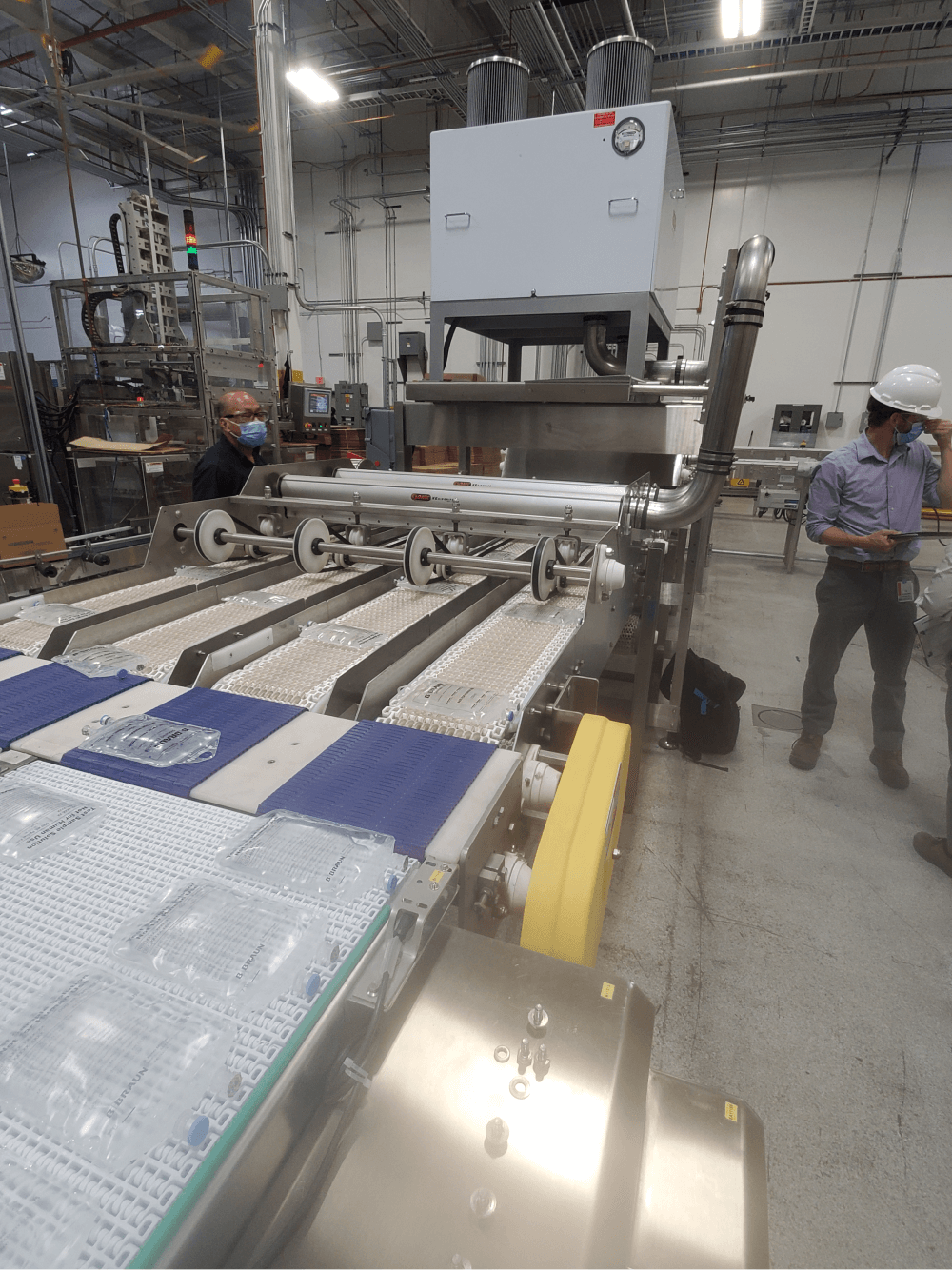
High-velocity air knives blowing any liquid off products as they pass by on a conveyor, particularly when the air knife zone is enclosed within a tunnel, requires equipment to prevent the aerosol from affecting the surrounding factory environment while capturing and/or reusing the blow-off liquid as well as preventing the liquid or spray from the air knife action from re-contaminating the product surfaces which are being blown off. Optimizing the air knife positioning together with the tunnel design allows for bulk water to be effectively contained and directed to the drain lines for discharge.
Controlling the lighter aerosol component of blow-off spray requires a proper air exhaust design to enhance blow-off effectiveness by optimizing the exhaust air volume and velocity.
An experienced air knife system designer can provide guidance to help confirm that the tunnel features and air balance are optimized for success.
Air Knives with ionizing bars and a dust collector for particle extraction.
As a general rule, the optimal balance between air knife system efficiency and the cost of the piping and flex hose to deliver the blower air to the air knives is a design that has a minimum of 5% to a maximum of 10% air pressure loss through the piping and hose. Less than 5% losses mean that the piping/hose is larger in diameter and more expensive than needed. Greater than 10% pressure drop either causes less blow-off effectiveness or requires a larger horsepower and higher cost blower to make up for the small diameter piping or hose.
Although it is common to see piping or hose from the blower to air knives in the same diameter as the outlet size of the blower, there are many installations where the blower CFM and discharge air velocity are too high to allow for more than a few feet of piping or hose at the same diameter as the blower before the air friction losses exceed the 10% threshold.
In order to avoid costly plumbing redesigns, it is always best to have your air knife drying system provider assist with the piping and/or hose layout to optimize the sizing and cost of the air delivery system as well.
It is known in many industries that blower-power air knives typically operate at one or more orders of magnitude lower in decibel noise levels versus high-pressure compressed air knives and nozzles. Additionally, the audible hearing range of compressed air blowing out from knives and nozzles is at a much lower kHz frequency range than most blower air knives. The higher kHz signatures of the blower air knife frequency mean that it is much easier to suppress airborne decibels to an acceptable level.
The effectiveness of basic panels or shields to block most of the line-of-sight air knife sound, together with the strategic use of readily available closed-cell acoustical sound absorbing form, can generally achieve 10-15 dbA sound attenuation and even greater reductions with an air knife enclosure design optimized for each specific installation. There are certain high-velocity air impact applications where parts having air whistling through holes and over sharp part edges may need more help with those conditions, but there are generally sound reduction designs for most air knife installations.